Carbon Steel Weld neck Flanges (WNRF/WNFF/WNRTJ)
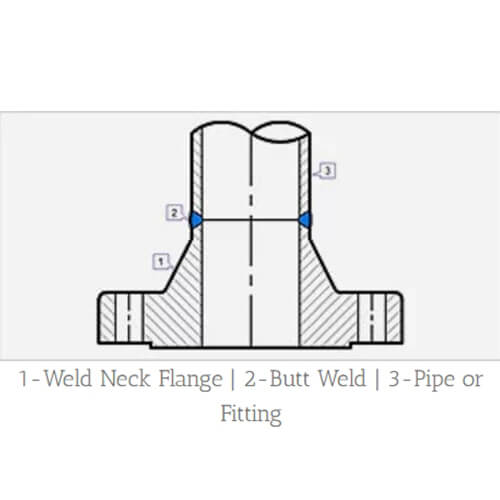
Weld neck flange is a kind of integral flange, refers to the flange with a neck and has a round pipe transition and butt-welding connection with the pipe.
Weld neck(WN) flange is not easy to deformation, good sealing, wide range of applications, there are corresponding rigidity and elasticity requirements and reasonable butt-welding thinning transition, welding mouth from the joint surface distance, the joint surface from the welding temperature deformation, it takes a more complex Loudspeaker-shaped body structure, for pressure or temperature fluctuations in large quantities of the pipeline or high temperature, high pressure and low-temperature pipelines, generally used for the connection of the pipeline and valves with a PN greater than 2.5MPa; Also used to transport expensive, flammable, explosive media on the pipeline.